G50 X180. Z60.
G00 X136. Z2. M03 S500 T0101
G72 W5. R2.
G72 P60 Q110 U4. W2. F0.3
N60 G00 X108. Z-64. S800 (ns)
G01 X80. W10. F0.15
W10.
X48. W8.
W16
N110 X32. W20. (nf)
G70 P60 Q110
G00 X180. Z60.
M30
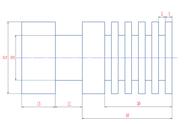
加工如图所示零件,其毛坯为棒料。工艺设计为:粗加工分三刀进行,第一刀留给后两刀加工 X、Z方向单边余量均为14 mm,进给速度0.3 mm/r,主轴转速500 r/min;精加工余量 X向为4 mm(直径量),Z向为2 mm,进给速度0.15 mm/r,主轴转速800 r/min。

G50 X200. Z200.
G00 X160. Z40. M03 S500 T0101
G73 U14. W14. R3
G73 P60 Q110 U4. W2. F0.3
N60 G00 X20. Z0 (ns)
G01 Z-20. F0.15 S800
X40. Z-30.
Z-50.
G02 X80. Z-70. R20.
N110 G01 X100. Z-80. (nf)
G70 P60 Q110
G00 X200. Z200.
M30
5、G74——端面深孔钻削循环
格式: G74 R(e)
G74 Z(W) Q(Δk) F(f)
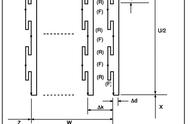
说明:(1)G74指令切削轨迹如图所示,该指令可实现断屑加工,用做琢式深孔钻削循环。
(2)式中:e为回退量,该值是模态值; Z为孔底的绝对坐标值; W为钻削深度;Δk为Z 方向的切削量(不带符号,用最小输入增量作为单位,不支持小数点输入); f为进给速度。
如图所示深孔钻削循环,孔深80mm,切削量20000,回退量5mm,进给速度0.08mm/r,主轴转速800r/min,程序如下:


G50 X50.Z100.;
S800 M03;
G00 X0. Z5.;
G74 R5.;
G74 Z-80. Q20000 F0.08;
G00 X50.Z100.;
M30 ;
好了,今天的分享就到这里了,希望大家喜欢,希望的朋友给个关注哦!
,