说明:式中, X(U)、Z(W)、F含义与G32相同;K为螺纹每导程的增减量,其范围为0.0001~ 100 mm/r。
循环编程
一、固定循环
1、G90——外径/内径切削循环
(1)圆柱面切削循环
格式:G90 X(U)_ Z(W)_ F_
说明:X、Z为圆柱面切削终点的绝对坐标;U、W为终点相对于起点的增量坐标,U、W数值符号由刀具路径方向来决定。
G90 X40. Z30. F30 刀具运动轨迹为:A→B→C→D→A
X30. 刀具运动轨迹为: A→E→F→D→A
X20. 刀具运动轨迹为: A→G→H→D→A

(2)圆锥面切削循环
格式:G90 X(U)_ Z(W)_ R_ F_

说明:如图所示, R为锥体大小端的半径差。用增量值表示,其符号取决于刀具起于锥端面的位置,当刀具起于锥端大头时,R为正值;起于锥端小头时,R为负值。即起点坐标大于终点坐标时,R为正值,反之为负。
例如:加工如图所示零件的程序如下:
G90 X40. Z20. R-5. F30
X30.
X20.
2、G92——螺纹切削循环
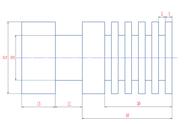
(1)圆柱螺纹切削循环
格式:G92 X(U)_ Z(W)_ F _
说明:刀具从循环起点 A开始,按A、B、C、D进行自动循环,最后回到循环起点A。式中的X、Z为切削终点(C点)的坐标值,U、W为起点坐标到终点坐标的增值,F为螺距
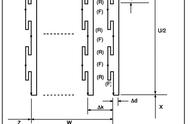
(2)圆锥螺纹切削循环
格式:G92 X(U)_ Z(W)_ R_ F _
说明:式中的 X(U)、Z(W)、F的含义同上,R为圆锥螺纹终点半径与起点半径的差值,R值的正负判断方法与G90相同。

车削如图所示M30×2-6g的普通螺纹,试编写加工程序。