(2)程序段中各地址符的含义与它们在G71中的含义相同。
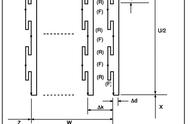
3、G73——固定形状粗车循环(仿形循环)
格式:G73 U(Δi) W(Δk) R(d)
G73 P(ns) Q(nf) U(Δu) W(Δw) F_ S_ T_
说明:(1)地址符除Δi、Δk、d之外,其余与G71中的含义相同。
Δi:X轴方向的退出距离和方向,即粗车时的径向余量(半径值)。
Δk:Z轴方向的退出距离和方向,即粗车时的轴向余量。
d:粗车循环次数。
(2)当Δi和Δk或Δu和Δw值分别由地址U和W规定时,它们的意义由G73程序段中的地址P和Q决定。当P和Q没有指定在同一个程序段中时,U和W分别表示Δi 和Δk,当P和Q指定在同一个程序段中时,U和W分别表示Δu和Δw。

(3)有P和Q的G73指令执行循环加工,不同的进刀方式Δu、Δw、Δi和Δk的符号不同,应予以注意,加工循环结束时,刀具返回到 A点。
4、G70——精车循环
格式:G70 P(ns) Q(nf)
说明:(1)当用G71、G72、G73指令粗车工件后,用G70指令精车循环,切除粗加工留的余量。
(2)ns:精车循环的第一个程序段的顺序号。
nf:精车循环的最后一个程序段的顺序号。
(3)精车循环中G71、G72、G73程序段中的F、S、T指令都无效,只有在ns~nf之间指定的F、S、T才有效。当ns~nf程序段中不指定F、S、T 时,粗车循环中指定的F、S、T才有效。
(4)当G70循环加工结束时,刀具返回到起点并读下一个程序段。
(5)G70~G73中ns到nf间的程序段不能调用子程序。
(6)使用G70精车循环时,要注意其快速退刀的路线,防止刀具与工件碰撞。如图2-27所示,从 A点开始执行G70是安全的,从 B点开始执行G70将发生碰撞。

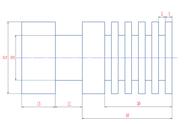
加工如图所示零件,其毛坯为棒料。工艺设计为:粗加工时切深5 mm,进给速度0.3 mm/r,主轴转速500 r/min;精加工余量为4 mm(直径量),Z向2 mm,进给速度为0.15 mm/r,主轴转速为800 r/min。

G50 X200. Z220.
G00 X128. Z182. M03 S500 T0101
G71 U5. R2.
G71 P60 Q120 U4. W2. F0.3
N60 G00 X32. S800 (ns)
G01 Z140. F0.15
X48. Z110.
Z90.
X80. Z80.
Z60.
N120 X112. Z40.(nf)
G70 P60 Q120
G00 X200. Z220.
M30
加工如图所示零件,其毛坯为棒料。工艺设计与前例相同