安装机器设备过程中应对基础周边施工环境进行检查和确认。
混凝土基础的承重面应预留一定的垫铁高度或二次灌浆层的高度。对于中小型机器设备,预留30~50mm;对于大型机械设备,预留50~70mm。
基础的刚度、强度和稳定性应满足设计要求,不应有下沉、倾斜现象。
一次灌浆、二次灌浆、试块取样和混凝土养护,应由专业人员进行。
地脚螺栓、螺母和垫片应与机器设备配套,并应符合产品技术文件和设计文件的规定。
机器设备就位后,应放置平稳,防止变形,对重心高的机器设备应采取措施防止机器设备的摇动或倾斜。
找平、找正基准面和测点选择应以最能保证机器设备工作精度的主要面作为基准,确定应注意保护。
放线
机器设备就位前,应按施工图和有关建筑物的轴线及标高线,划出安装的基准线。
有相互连接、衔接或排列关系的设备,应划定共同的安装基准线。
平面位置安装基准线与基础实际轴线或与厂房墙(柱)的实际轴线,其允许偏差为20mm。
有垫铁安装
垫铁组布置应符合下列规定:
1. 在地脚螺栓两侧各放置一组,应使垫铁靠近地脚螺栓,当地脚螺栓间距小于300mm时,可在各地脚螺栓的同一侧放置一组垫铁。
2. 相邻两垫铁组的间距,可根据机器的重量、底座的结构型式以及载荷分布等具体情况而定,宜为500~1000mm;
3. 对于带锚板的地脚螺栓两侧的垫铁组,应放置在预留孔的两侧。
垫铁表面平整,无氧化皮、飞边等。斜垫铁的斜面粗糙度不得大于Ra12.5um,斜度宜为1:20~1:10,对于重心较高或振动较大的机器设备采用1:20的斜度为宜。
每一组垫铁最小面积应满足混凝土基础强度要求。
斜垫铁应配对使用,与平垫铁组成垫铁组时,垫铁的层数宜为三层(即一平二斜),最多不宜超过五层,薄垫铁厚度不应小于2mm,并放在斜垫铁与厚平垫铁之间。斜垫铁可与同号或者大一号的平垫铁搭配使用。垫铁组的高度宜为30~70mm。
垫铁直接放置在基础上,应整齐平稳、接触良好,接触面积应不小于50%。平垫铁顶面水平度的允许偏差为2mm/m,各垫铁组顶面的标高应与机器底面设计安装标高相符。
机器设备找平后,垫铁组布置应符合下列要求:
1. 每一垫铁组应放置整齐平稳,接触良好,并露出底座10~30mm;
2. 地脚螺栓两侧的垫铁组,每块垫铁伸入机器设备底座底面的长度,均应超过机器设备地脚螺栓孔中心;
3. 机器设备底座的底面与垫铁接触宽度不够时,垫铁组放置的位置应保证底座坐落在垫铁组承压面的中部;
4. 配对斜垫铁的搭接长度应不小于全长的3/4,其相互间中心线倾斜角应不大于3°。
机器用垫铁找平、找正后,对垫铁组应做如下检查:
1. 用0.25kg或0.5kg的手锤敲击检查垫铁组的松紧程度,应无松动现象;
2. 用0.05mm的塞尺检查,垫铁之间及垫铁与底座底面之间的间隙,在垫铁同一断面处从两侧塞入的长度总和,不应超过垫铁长(宽)度的1/3。
垫铁组检查合格后应在垫铁组的两侧进行层间定位焊焊牢,垫铁与机器底座之间不得焊接。
安装在金属结构上的机器设备调平后,其垫铁均应与金属结构用定位焊焊牢。
无垫铁安装
采用无收缩灌浆料或环氧树脂做二次灌浆的机器设备宜采用无垫铁安装。
机器采用无垫铁安装时,应根据机器设备质量和底座的结构确定临时垫铁、小型千斤顶或调整螺钉位置和数量。
当机器设备底座上没有安装用调整螺钉时,应符合下列要求:
1. 支持调整螺钉用的支承板放置后,其顶面水平度的允许偏差为2mm/m,且与基础接触面积不小于50%,相邻支承板的顶面标高偏差宜小于正负2mm;
2. 调整螺钉支承板的厚度宜大于螺钉的直径;
3. 作为永久性支承的调整螺钉伸出机器底座的长度,应小于螺栓直径。
在二次灌浆前,应对调整螺钉和临时垫铁采取保护性措施,防止调整螺钉和临时垫铁被二次灌浆料污染。
二次灌浆层达到设计强度的75%以上时,方允许松掉临时垫铁、小型千斤顶或顶丝,取出临时支撑件,同时复测水平度,并将空洞填实。
地脚螺栓
放置在预留孔中的地脚螺栓,应符合下列要求:
1. 地脚螺栓的光杆部分应无油污或氧化皮,螺纹部分应涂少量油脂;
2. 地脚螺栓在预留孔中应垂直,垂直度允许偏差不得大于地脚螺栓长度的1/100mm;
3. 地脚螺栓不应碰孔底,螺栓上的任一部分离孔壁的距离不得小于15mm;
4. 拧紧螺母后,螺栓应露出螺母,其露出长度宜为2个~4个螺距;
5. 螺母与垫圈、垫圈与底座间均应接触良好。
拧紧地脚螺栓应在预留孔内的混凝土达到设计强度的75%以上时进行。拧紧力应均匀。
贯穿式地脚螺栓,应符合下列要求:
1. 地脚螺栓的光杆部分及锚板,应刷防锈漆;
2. 用螺母托着的钢制锚板,锚板与螺母之间应定位焊固定或采取其他防松措施;
3. 用锚板直接焊在地脚螺栓上时,其角焊缝高度应不小于螺杆直径的1/2。
预埋的地脚螺栓应符合下列要求:
1. 地脚螺栓的坐标及相应尺寸应符合施工图纸的要求;
2. 地脚螺栓露出基础部分应垂直,机器底座套入地脚螺栓孔后应有调整余量,每个地脚螺栓均不得有卡涩现象。
化学锚栓地脚螺栓应符合下列要求:
1. 化学粘接剂应在有效期内,地脚螺栓锚固后应进行同条件下的拉拔试验,试验结果应符合设计文件的要求;
2. 锚固螺栓表面应无油污或氧化皮,与化学粘接剂接触表面应有防脱措施;
3. 锚栓孔内应干净,无灰土和积水,钻孔深度和螺栓插入深度满足设计要求。
安装在金属结构基础上的机器设备地脚螺栓应符合下列要求:
1. 地脚螺栓宜选用双头螺栓,每个地脚螺栓应按标准配置螺母和垫圈,对振动较大的机器设备应增加锁紧螺母或双螺母;
2. 安装在型钢端的垫圈应为调平垫圈,地脚螺栓紧固后应垂直。
就位、找平、找正
机器设备吊装就位前应确认基础强度达到设计强度的75%以上,检查确认基础沉降和定位放线符合安装要求。
机器设备安装的定位基准面、线和点相对安装基准线的平面位置及标高允许偏差应符合以下规定:与其他设备无机械联系,平面位置允许偏差10mm,标高允许偏差-10~ 20mm;与其他设备有机械联系,平面位置允许偏差2mm,标高允许偏差-1mm。
机器设备找平、找正时,安装基准测量点应符合产品技术文件的规定,当产品技术文件无规定时应在下列部位中选择:
1. 机体上水平或铅垂方向的主要加工面;
2. 支承滑动部件的导向面;
3. 转动部件的轴颈或外露轴的表面;
4. 联轴器的端面及外圆周面;
5. 机器上加工精度较高的表面。
机器设备安装水平度的允许偏差应符合产品技术文件的规定,并应符合下列规定:
1. 安装互相有连接、衔接或排列关系的多组机器设备时,安装基准线应统一:
2. 确定的测量基准面位置应固定,其表面粗糙度应能满足水平测量仪精度要求;
3. 机器设备找平、找正后,其横向水平度的允许偏差0.1mm/m,纵向水平度的允许偏差为0.05mm/m;
4. 测量机器设备水平度时,地脚(支脚)螺栓应按规定扭矩紧固;
5. 施工过程中应对基准面进行保护,不得碰伤、损伤,施工后对外露的基准面应进行防腐蚀处理。
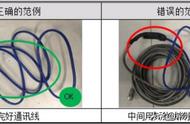
采用重锤水平拉钢丝方法测量直线度、平行度和同轴度时,应符合下列规定:
1. 宜选用直径为0.35~0.5mm的整根钢丝;
2. 两端应用滑轮支撑在同一标高面上。
灌浆
一次灌浆工作,应在机器初找平、找正后进行。二次灌浆工作,应在隐蔽工程验收合格、机器设备的最终找平、找正后24h内进行。
地脚螺栓灌浆前,预留地脚螺栓孔内的杂物、积水应清理干净;灌浆时不得使地脚螺栓歪斜或使机器设备产生位移。
贯穿式地脚螺栓孔灌浆时,如果产品技术文件无要求时,应符合下列要求:
1. 锚板应与基础底面平行并紧密接触,保证砂浆不外流和地脚螺栓垂直;
2. 填充砂应干燥。
与二次灌浆层相接触的底座面应清洁无油垢。
二次灌浆层的高度宜为30~70mm。
采用水泥基灌浆材料,二次灌浆的基础表面应用水冲洗干净,并保持湿润不少于2h,灌浆前1h应吸干积水,采用树脂基灌浆材料,缓凝土表面应保持干燥。当环境温度低于5℃时,灌浆层应采取保温或防冻措施。
二次灌浆前应安外模板,底座外缘至灌浆层外缘的距离应不小于60mm,垫铁上表面至灌浆层上表面的最小距离应不小于10mm。
二次灌浆层的灌浆施工应连续进行,不得分次灌浆。
地脚螺栓预留孔内和二次灌浆层用料应符合设计文件,其标号应比基础混凝土的标号提供一级,灌浆用的混凝土和水泥砂浆配合比符合要求。
采用无收缩混凝土或微膨胀混净土进行二次灌浆,应在施工前对原材料进行复验和配合比试验,灌浆材料的检验及灌浆试块的留置应符合相关要求。
现场配制的浇筑灌浆料,灌浆后应按规定养护。
机器设备底座或机座腔体内灌浆应符合产品技术文件和设计文件的要求。
转子轴对中
无间隔的联轴器调整两轴对中,应符合下列要求:
1. 转子轴的对中调整宜采用双表找正法或多表找正法;
2. 表的量程和精度等级应满足对中找正的要求;
3. 表架的刚性应符合产品技术文件的要求;
4. 两轴应同步转动,并应计及轴向窜动的影响。
有间隔轴的联轴器调整两轴对中,应符合下列要求:
1. 应符合无间隔的要求;
2. 转子轴的对中调整可采用单表找正法;
3. 计算调整量时应计及找正架自身挠度对表值的影响。
转子轴对中调整、同心度测量及平面测量等可采用激光找正,并应符合下列要求:
1. 激光发生器、探测器等测量系统元件的安装应稳固;
2. 预置输入显示器的基本参数,应符合机器技术文件的要求;
3. 转子轴对中调整宜采用三点法(0°、90°、270°),如果机器转子盘车受到限制,不能转动180°时,可采用任意三点法找正,轴转动角至少为2个20°。
4. 读数之前应先粗调整,使激光束完全射入靶区;
5. 应先调整垂直位移,后调整水平位移,并保证激光束始终全部射入靶区;
6. 找正过程中,应避免环境因素变化产生的影响。
,