深孔加工循环指令时
当深孔加工循环指令(啄钻)时,我们会考虑在非常轻微的收缩后暂停回退。(比如G04 F0.5,将麻花钻旋转几圈以将切屑拉出孔的深部分);此外,如果您要回到孔中,切勿将尖端脱离出孔内,这样做可以使冷却液更容易将切屑推回孔中。
当钻孔深度超过7倍径长比时
当钻孔深度超过7倍径长比时,带抛物线槽的麻花钻有助于切屑提取。使用抛物线长的钻头可以更深入地进行20倍径的深度切削。
特殊情况:小直径深孔加工
对于小直径深孔的钻孔用于机器关键部件的内圆柱表面,例如热机燃油喷射设备的通道,钻头从孔的理想轴线偏离是造成零件加工和钻头损坏的不可修复的缺陷的原因。径向稳定的一个有前途的方向是动态控制,这种钻孔稳定方法的适用性取决于机器在自动控制和诊断系统状态的应用。

高精度高速小孔加工
大多数的数控系统都提供了深孔加工指令,这里以FANUC系统为例来进行叙述。
深孔加工指令(啄钻)格式:
FANUC系统提供了G73和G83两个指令:
G73为高速深孔往复排屑钻指令
G83为深孔往复排屑钻指令
其指令格式为:
G73 X Y Z R Q F
G83 X Y Z R Q F
X Y :加工孔在XY平面上的位置坐标;Z :钻孔深度。(若是通孔,则钻尖应超出工件底面)R :循环起点。(R点高出工件顶面2~5mm)Q :每次切入量;F :进给速度(mm / min);
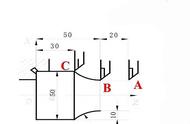
G73举例

对图所示零件用G73钻孔
程序实例:
O001
G17 G40 G80;N001 G00 G91 G30 X0 Y0 Z0;T1;M06;G00 G90 G54 X20. Y0. S600;G43 Z10.H01 M13;G99 G73 Z-55. R5. Q10. F60;X40.;G00 G80 Z50.;G91 G28 Y0.; M30
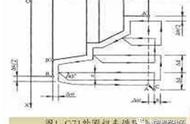
剖面图解析:

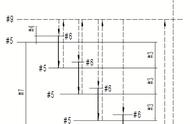
G73程序刀路图