迷你手动折弯机的四个操作步骤。
大家好,我是海碗张。今天的视频主要是帮助大家解决在实际生产过程中折出来的铝矿尺寸不准的问题,以及我们的解决方案。跟随我的镜头,我们来看看吧。
·第一步,检查定位型材是否有松动。如果有松动,就跟着我的镜头。在这里,有三个调整螺丝。使用内兜方扳手,将螺丝上紧,直到无法再进行裁切。

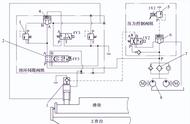
·第二步,我们需要计算四个驱动器的机械结构。
首先是定位气缸。定位气缸必须保证尺寸为145,位置为145。定位尺寸的原点也是145。
其次是锯切气缸。锯切气缸的位置是第四条边的坐标减去300,也就是实际尺寸。例如,一个400×500的框子,第四条边是500,那么我们的锯切位置就是200,也就是500减去300,即200。这个位置就是锯切位置,也就是刀口的位置。

第三个是定位气缸。这个气缸的作用是确定玻璃的实际宽度,即400。因此,我们需要将其定位为400,这是长边的定位。
今天的视频主要是解决十二包铝矿尺寸不准的问题,希望能对大家有所帮助。下一期,我会为大家介绍我们的第二款产品,敬请期待。再见!非常棒!
,