表11
2.2压铸件的壁厚设计、孔、拔模斜度、倒R角设计、螺纹底孔直径。
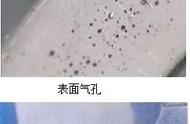
压铸产品的壁厚设计对压铸质量产生关键影响,产品壁厚均匀,壁厚有利于提高液态金属在模具中流动。 太薄的壁厚压铸致密性好,但液态金属会溶接不良,易产生裂纹,溶接痕缺陷。产品太厚压铸填充、冷凝时也会产生质量缺陷,如气孔、缩孔、缩松。因此壁厚设计要做相应的控制。如下表
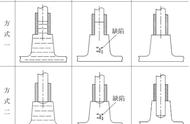
加强筋的厚度一般不超过相邻的壁厚,取相邻壁厚的2/3~3/4。最大壁厚与最小壁厚之比3:1。

表12
筋的壁厚设计

表13
孔
孔的成型在金属冷凝时对型芯产生包紧力,容易折断,所以孔不宜过小过深。如表XX,左边为压铸材料能达到的最小孔和最经济孔的直径,右边是直径与深度的关系。锌合金做小且深的孔最优优势。

表14
一般压铸孔直径对应的最大深度mm