表15
拔模斜度
和塑料注塑一样,带有拔模斜度有利于铸件和模具分离,避免表面拉伤,延长模具使用寿命。

表16
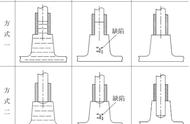
倒R角设计
压铸件的面与面的连接处,都应做R角,有助于金属液体的流动,气体容易排出,提高成型质量和模具使用寿命。尖角形成应力集中,易产生裂纹。表面处理尖角的镀层沉积加厚,镀层不均匀。

表17 直角连接
螺纹底孔直径
压铸件上做螺纹结构,直接模具上成型出螺纹底孔可以节省很多机加时间。模具上底孔选择推荐表X

表18
还可以做很多结构可以省去另外机加工做例如内外螺纹,凹槽等既节省成本也保证产品一致性。如果需要作出字体,一般设计凸出字体。
2.3表面处理
金属表面处理重要目的之一是防止金属腐蚀,可分为主要两种,化学腐蚀和电化学腐蚀。
铝合金易产生晶间腐蚀,表面硬度低,不耐磨损等弱点。表面处理一般可以选择氧化、染色、钝化、镀镍、镀锌镍、封闭这些表面处理。镀前需要做些预处理表面氧化膜,油污。
锌合金电位较负,容易被腐蚀,一般做电泳、电镀层为保护。做电镀表面处理时锌合金表面是一层无孔层,内部疏松多孔结构,所以表面不宜过度切削打磨,影响电镀。
镁合金表面处理与铝合金类似,也可以做氧化、电镀、钝化、喷涂、着色表面保护处理。
3. 压铸件的质量认识
压铸件检测有尺寸检测、化学成分检测、力学性能检测、表面质量检测、内部质量检测。
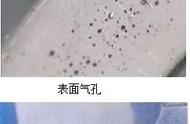
压铸件表面质量问题有拉伤、冷隔、裂纹、变形、花纹、斑点、网状毛刺、凹陷、欠铸、夹皮。内部质量问题有气孔、缩孔、气泡、夹杂。