图2-1分歧器分支管与主管设防晃支架安装图
2.6.2 管道敷设:
1)将预制好的管道按编号运到现场顺序安装,管道安装按先干管、后支管的顺序进行。
2)明装管道成排安装时,直线部分应互相平行,管道之间应保持一定的间距,留有操作空间。管道曲线部分曲率半径应一致。
表2-8管径、深度及间隙关系表

3)管道穿越结构伸缩缝沉降缝时,应在墙体两侧采取柔性连接或做方形补偿器。在管道保温层外皮上、下部留有不小于150mm 的净空。
4)装配铜管
铜管应正直插入规定深度,两装配件的中心线重合,焊接时应定位。为了保证装配尺寸正确,不能用手定位,防止加热时铜管移动。
5)铜管与机组连接时先用纱布蘸汽油将铜管外表清洗干净。在需要连接的铜管套上螺母后,在端部扩制喇叭口,喷上醚油或酯油,套入垫片后将两管对正用专用力矩扳手和扳手连接。
6)禁止在出焊点处直接拐弯(相邻两个分歧管之间)保持500~800mm距离再拐弯。
7)为防止系统间出现流量分配不均的情况,应限制第一分歧器到系统末端长度,一半以不超40米为宜,具体参见设备供应商的要求。
2.7钎焊连接
钎焊连接是多联机系统中的重点施工工序,其焊接的基本流程应按下图进行。

图2-2焊接流程图
2.7.1氮气置换
1)为保证在焊接过程中不使铜管表面氧化,应在焊接前进行氮气置换。其临时管路连接见示意图:

图2-3管路连接图
2)调节氮气瓶上的压力表使压力保持在0.05-0.3Mpa,让氮气定向充入正在钎焊的管道内。焊接完成应待铜管完全冷却后,方可停止充入氮气。
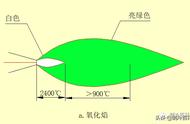
2.7.2 焊接火焰和温度要求:
钎焊紫铜时,使用中性焰或轻微还原焰,一般采用外焰。铜管接头处加热应均匀,并注意根据管的材料尺寸分配热量。
2.7.3 钎焊操作:
1)一般先预热插入管,使管配合紧密;再沿接头长度方向来回摆动,使其均匀加热到接近钎焊温度,然后环绕铜管加热至钎焊温度(铜管为浅红),同时钎料亦随之环绕加入,并均匀填满接头间隙,再慢慢移开焊炬,并继续加入少量钎料,形成光滑钎角。加热时不能直接用火焰烧焊条,加热时间也不宜过久。焊接时要注意控制好火焰方向,避开胶套管、海绵、电线等。
2)调整火焰方向使之朝向焊缝间隙,同时向接头缝隙处送入钎料,送料时使焊条和火焰呈45度角。利用接头的热量将钎料填入缝隙直至将钎缝填满,注意不得直接将火焰对准钎料使之熔化到钎缝内。对于φ40以上大口径管道,因其周长较长不容易加热均匀,可使用两支焊枪同时加热使接头处的径向与长度方向受热均匀,使钎料均匀填满钎缝,以保证质量。
3)当钎料全部熔化后应停止加热以防钎料不断往内渗透不易形成饱满的焊缝。钎焊操作宜向下或水平侧向进行,不宜仰焊和倒立焊接,接头的分支口一定要保持水平。