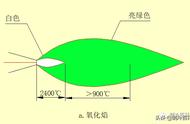
图2-4 焊接方向示意图
4)在焊缝完全凝固以前,不能移动焊件或使其受到震动。
对采用水冷的焊件,应防止水进入铜管内部,放置焊件时仍要避免铜管表面残留水分流入管内。
5)钎焊质量及检验
焊缝表面光滑,填角均匀饱满,自然地圆弧过渡。钎焊接头无过烧、焊堵、裂纹、焊缝表面粗糙、烧穿等缺陷。焊缝无气孔、夹渣、未焊满、虚焊、焊瘤等缺陷。
2.8管道冲洗
制冷剂配管安装完毕后必须用氮气进行冲洗,以清除安装过程中混入的灰尘和水分,使制冷剂配管保持干燥、清洁。清洗操作方法如下:
清洗装置的连接使用氮气清洗方法:先在氮气钢瓶上装上减压阀,用一根耐压软管连接减压阀与表式分流器。另用两根耐压软管,一根连接室外机的液侧配管与表式分流器;另一根一侧连接室外机的气侧配管,还有一侧管口空着。清洗操作用手将空着的软管握住,打开氮气钢瓶的总阀门,使经过减压后的氮气压力升至0.5MPa时,快速松开握住的管口,使氮气从管口喷出,管内污物和水分也随之喷出,这样反复2-3次,即可将管内污物和水分清除干净。将干净白纱布绑与管口观察是否有污物及水渍排除,如有重复以上操作,直至纱布干净方为合格。
2.9气密试验
2.9.1冷媒管安装完后,连接管道进行气密试验,验证配管系统没有泄漏;冷媒管连接上室外机后还需进行一次气密试验,以检查室内、外机螺纹连接处和新焊点是否有泄漏。
2.9.2试验装置及临时管路连接

图2-5临时管路连接示意图
2.9.3实验步骤
1)预先自制一个加压组件,在一个部位焊接,加压完毕后,割去一段,再焊接到其他部位,以提高现场效率,如图:

图2-6加压焊接图
2)加压过程中必须关闭室外机阀门,防止氮气流入室内机。
3)配管系统分成几个部分进行气密试验,既容易发现泄漏,又加快作业进程。

图2-7检测系统图
4)试验压力要求
表2-9 充氮压力值表
步骤 | 压力 | 持续时间 | 作用 |
1 | 0.3 MPa | 3分钟以上 | 可以发现大的泄漏 |
2 | 1.5 MPa | 3分钟以上 | 可以发现较大的泄漏 |
3 | 2.8 MPa | 24小时以上 | 可以发现小的泄漏 |
5)因为气体压力随环境温度而变化,每1℃约有0.1kgf/cm2的压力变化。加压时的温度和观察时的温度也要做记录,以便修正。
6)如通过耳听、手触、肥皂水等常规检测方法仍不能确定漏点,则应采用氮气与冷媒混合加压。利用卤素探测仪、烷烃(石油气)探测仪、电子探测仪等做检查,直至严密性合格为止。
7)气密试验结束后,保留室外机液管侧的压力表,系统保持15kgf/cm2压力,防止气密性受破坏。
2.10 管道保温
2.10.1保温材料应符合设计要求。设计无规定时保温材料厚度见下表
表2-10 保温材料厚度表
管 径 | 保温厚度 | 管 径 | 保温厚度 |
Φ6.4~25.4mm | ≥10mm | Φ28.6~38.1mm | ≥15mm |
2.10.2 保温施工顺序:水平管道应由支管到主管,垂直部分从低点向高处顺序进行。施工时留下焊缝,分支,末端接口等处,待气密性试验合格后再对这些部位进行保温。
2.10.3 必须将气管和液管分开保温,再用胶布缠到一起。