冷挤压工艺分析
冷挤压工艺方案选型
冷挤压是冷锻工艺的一种,本文的研究对象曲轴链轮拟采用冷挤压工艺开发。冷挤压可以根据金属流动方向与凸模运动方向之间的相互关系进行分类,主要有4 种:正挤压、反挤压、径向挤压、复合挤压,其中正向挤压和径向挤压都可以实现齿轮齿面的挤压成形,结合本项目低成本开发,选定模具费用低的正挤压。
再结合该曲轴链轮的齿参表(表3),确定齿顶圆和齿根圆公差带0.2mm,齿形轮廓见图3,齿面功能区域A-B,C-D 精度要求高,轮廓度0.034mm,而齿顶齿根非功能区域精度要求低,轮廓度为0.125mm。根据功能区的齿形轮廓0.034mm,查渐开线圆柱齿轮的齿形偏差表,属于8 级精度齿轮,精度较低,所以锁定采用一次正挤压成形方案。
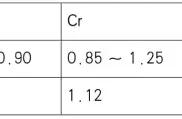
表3 曲轴链轮的齿参表


图3 齿形轮廓图
冷挤压工艺设计
冷挤压工艺的设计主要包括以下四个方面:挤压件设计、毛坯尺寸、成形工序设计、成形工艺方案制定。
⑴挤压件图设计。
根据图4 曲轴链轮零件图,可知该链轮的齿面有效高度为33mm,凸台的高度为4.8mm,两个端面各增加1mm 的切削余量,设计出的冷挤压件图见图5。

图4 曲轴链轮零件图